

Container Ozone Sparge Unit
Our ozone sparge technology delivers the highest concentration of ozone gas directly to the contaminated subsurface. Featuring Intelo-zone® control technology, ozone is released in controlled time duration sequences via in-situ oxidation points. This feature can be programmed and recorded by the Logic Controller.
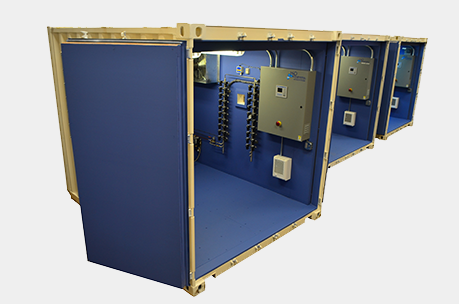
Effective for short-term “hot spot” remediation or full scale site clean ups, our ozone sparge units are completely self-contained and are available in trailer, cabinet enclosures and containers. While we have designed our standard units to handle most field conditions, we also offer custom systems to meet extraordinary site demands. Our systems are successfully oxidizing petroleum hydrocarbons and chlorinated solvents such as TPHg, TPHd, BTEX, MTBE, and TBA in both groundwater and soil applications.
H2O Engineering’s control panels are UL 508 certified. We strive to manufacture the most reliable, robust equipment in the remediation industry.

